

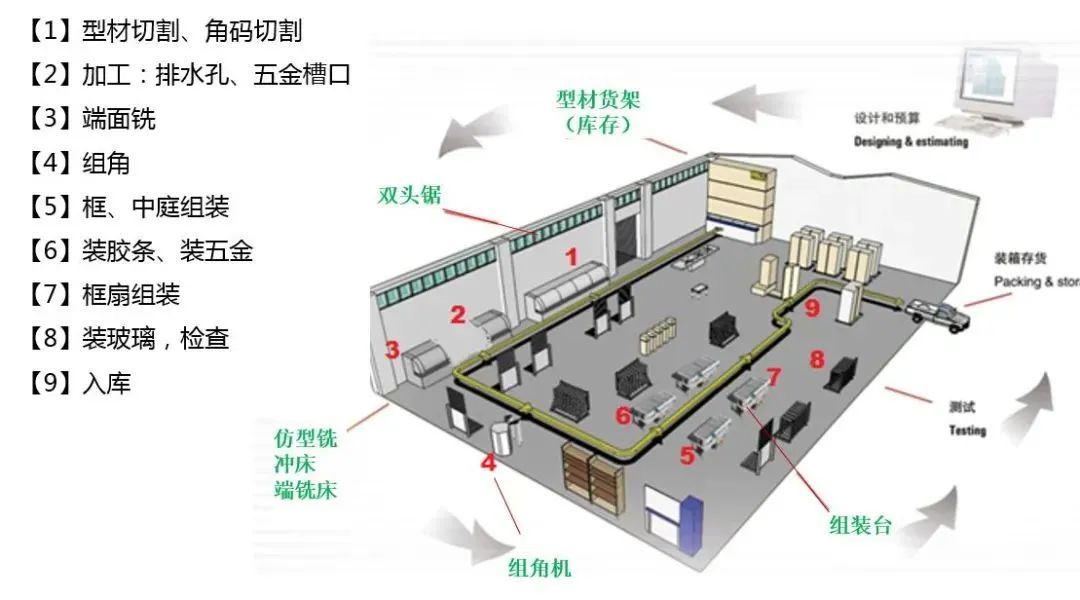
传统门窗厂的布局一般如上图那样。对铝材的加工大致可以分三步,下料、加工和组装。
铝合金型材下料
下料,就是对铝材根据尺寸和角度进行切割,这是铝合金门窗加工的第一道工序,也正是因为第一道,所以对后面工序非常重要,尺寸和角度不对,后面工序白费。
下料主要用到三种切割设备:双头锯、单头锯和自动锯。三种设备都不是用来加工同一地方的铝材,而是各有分工。双头锯用在框、扇、中梃的切割,两端同时切割才准确;单头锯用于切割压线;而自动锯用于角码的切割。
铝合金型材下料长度要根据设计要求,参考门窗加工图纸确定,要求切割尺寸精确,否则,门窗框扇的方正度难以保证。
再来看看这三种设备:
双头锯能同时加工铝型材的两端,并且按预先设计好的尺寸和角度切割,常用切割角度为45°和90°。
双头锯可以整条型材平稳放在工作台上,两端定位,输入参数,然后自动切割,角度都比较精确,锯口整齐,切割速度快。

▲双头锯
单头锯加工一支型材需要分两次锯切,加工效率和加工精度不如双头锯。

▲单头锯
自动锯也就是角码锯,专门用于切割角码。自动进给,通过读数表设定进给长度,加工精度有保证。

▲角码自动切割机
钻铣加工
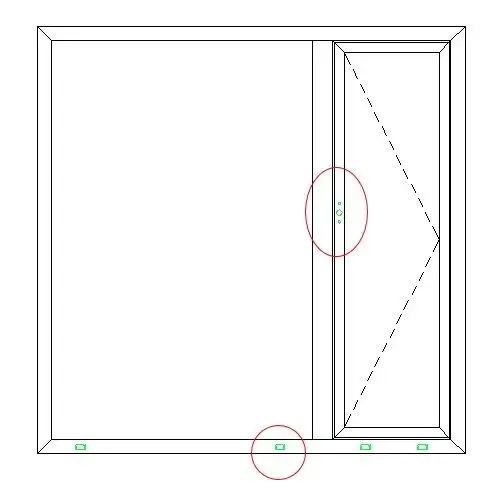
无论是为了型材连接(组角和T、十字连接)、五金件安装(执手孔等孔位),还是为了实现门窗排水(排水孔、气压平衡孔),以及实现门窗的洞口安装连接(连接孔及工艺孔),都需要对下料后的型材进行钻、铣和冲等机械加工。
加工所用的设备有以下几种:
冲床可以完成冲排水孔、执手孔、连杆孔以及各种清角工作等,能冲方形、长方形及圆形的孔。孔位较大的话就不建议用冲床了,容易冲不好,因为力度不够。

端面铣床用于铝型材端面的加工,以适应不同截面型材的配合连接。型材进行T、十字连接前需进行端铣。

仿形铣床主要用来铣排水孔和锁孔。能按模板的形状铣孔,模板的形状可以是方形、圆形、椭圆、八字形等。仿形铣床加工精度高,速度快,设备造价比较高。

▲仿形铣床
此外,还有多头钻床和钻铣床,可用于框料工艺孔和连接件的加工。多头钻床的多个钻头可以同时加工,相对位置可以调整,保证加工精度,也可独立工作,进给速度可以微调。

▲多头钻床

▲钻铣床
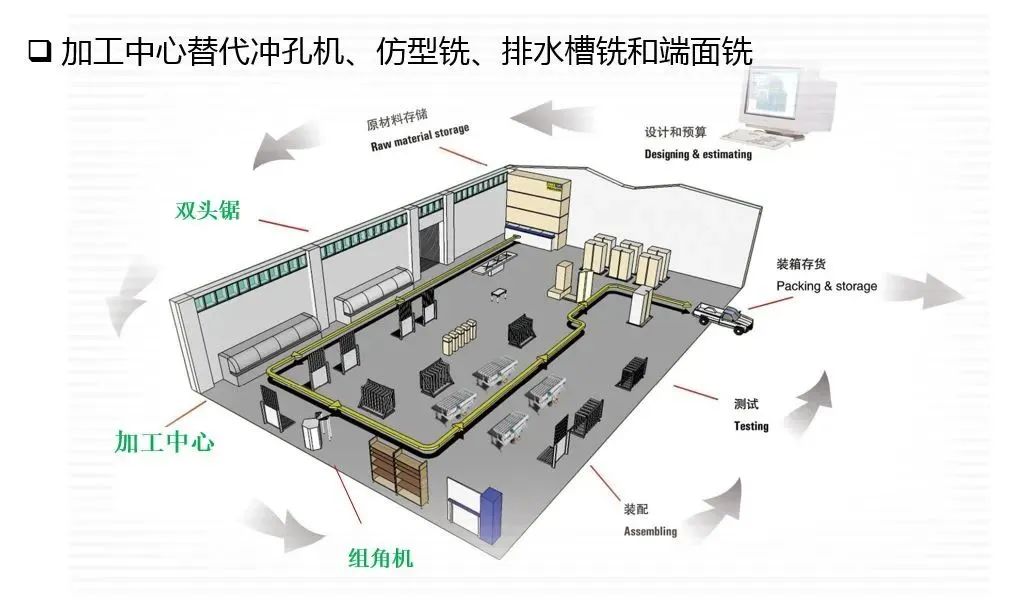
普通的钻铣床价格低廉但精度差,效率也低,特别对于尺寸大的门窗,安装的孔位要求精度高,普通的钻床铣床误差大,建议装数控加工中心。输入参数,机床自动运作,刀具自动更换,孔位置、大小都很准确,能适应大批量,要求高的项目。
▲数控加工中心
现在的加工中心国产的精度也相当不错,价格也合理。
框扇组角
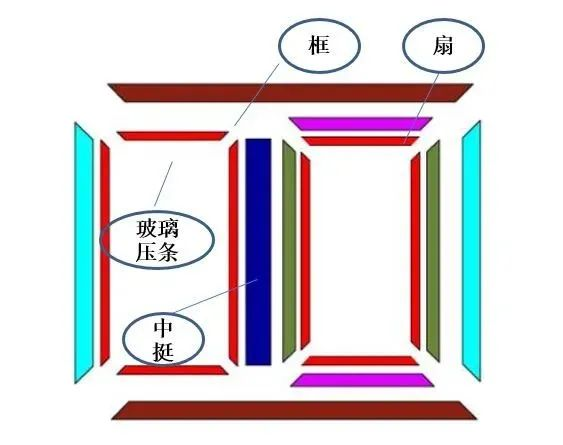
将经下料、加工的型材通过角码、连接件等材料连接组装成开启扇框架和固定框架。再安装胶条、排水孔盖、边框调整件等附件,并将扇通过五金与固定框架连接。型材组装完后,轮到玻璃,玻璃可以由专业的玻璃厂合片,运送到门窗组装车间组装。
以上就是门窗铝材大致的加工流程和涉及到的设备。如有不明可咨询欧帆铝材,我们将尽心协助您。
欧帆铝材从铝材供应到定制化产品设计,提供包括技术咨询、门窗加工厂经营咨询等配套服务,全方位助力门窗企业顺利启航。


